



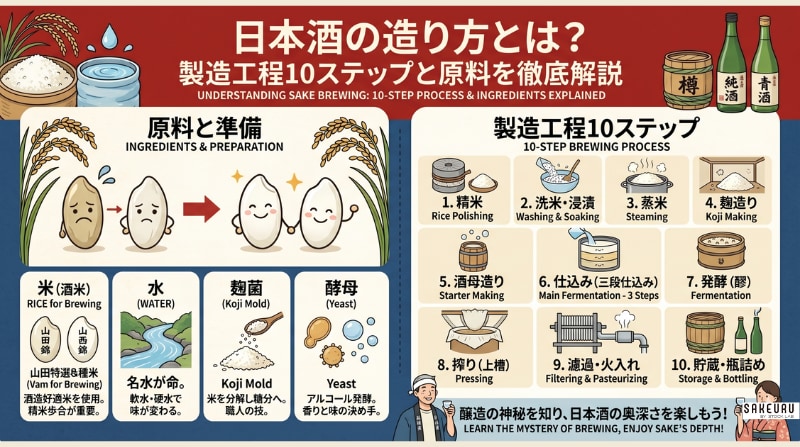
日本酒は世界で類を見ない複雑な製造工程を経て造られる、日本独自の醸造酒です。原料は米・米麹・水・酵母というシンプルな構成ながら、糖化と発酵が同時に進行する「並行複発酵」という世界唯一の発酵方法によって、奥深い味わいが生まれます。
本記事では、日本酒の造り方を精米から搾り・貯蔵・瓶詰めまでの10製造工程で詳しく解説。酒蔵の伝統技術、酒母の種類による味わいの違い、精米歩合による日本酒の格まで、酒造の世界をわかりやすくご紹介します。
日本酒とは?造り方の概要と特徴
日本酒は世界に類を見ない「並行複発酵」のお酒
日本酒は米を糖に変える糖化と、糖をアルコールに変える発酵が同じタンク内で同時進行する「並行複発酵」という世界唯一の醸造方式で造られる、日本独自のsake文化を象徴する醸造酒です。
ビールやワインにはない日本独自の発酵方式で、この複雑な工程が日本酒の繊細な味わいを生み出します。
日本酒の原料は4つだけ
日本酒の原料は米・米麹・水・酵母の4つだけというシンプルな構成です。
このシンプルな原料から多様な味わいを生み出す技術力こそが、日本酒造りの奥深さを物語っています。それぞれの原料の品質と組み合わせが、最終的な日本酒の個性を決定づけます。
日本酒造りの期間
日本酒造りは精米から瓶詰めまで約60日間が一般的な期間です。
酒蔵によっては数ヶ月から数年の貯蔵熟成を経て出荷される場合もあり、長期熟成酒は独特のまろやかな味わいが楽しめます。短期間の中に多くの工程が凝縮された、緻密な手仕事の連続です。
酒造りの歴史
日本酒は約2,000年前から日本で続く醸造文化の象徴です。米作りとともに発展した日本の伝統で、各地の酒蔵がそれぞれの土地の水と米を活かした個性ある酒造りを継承してきました。現代でも進化を続ける、生きた伝統文化です。
日本酒の原料
酒米(酒造好適米)と食用米の違い
酒米は粒が大きく心白が大きいのが特徴で、タンパク質や脂質が少なく雑味が出にくい性質を持っています。食用米とは品種が異なり、酒造りに最適化された専用品種となります。心白が大きいことで麹菌が深く入り込みやすく、糖化がスムーズに進む特性があります。
代表的な酒造好適米
代表的な酒造好適米には、酒米の王様と呼ばれる山田錦(芳醇でバランス良好)、すっきりとした淡麗な味わいを生む五百万石、寒冷地向きで軽やかな美山錦、濃醇で個性的な雄町などがあります。それぞれの酒米が異なる味わいの日本酒を生み出すため、酒蔵ごとの個性が際立ちます。
仕込み水の重要性
日本酒造りにおいて仕込み水は極めて重要な原料です。軟水で仕込むと「女酒」と呼ばれるふくよかでまろやかな日本酒に、硬水で仕込むと「男酒」と呼ばれるしっかりとした骨格の日本酒に仕上がります。名水百選の地に酒蔵が多いのは、優れた水こそが優れた日本酒を生むためです。
麹菌(黄麹)の役割
麹菌は米のデンプンを糖に変える重要な働きを担う微生物です。麹(種麹)は4つに分けられ、酒蔵がそれぞれ使い分けることで日本酒の味わいに変化を加えます。麹菌の働きが、後の発酵工程の土台を作る大切な役割を果たしています。
清酒酵母の種類
清酒酵母は協会6号、7号、9号、901号、1801号など多数の種類があります。酵母の選択で香りの特徴が大きく決まり、フルーティーな香りや穏やかな香りなど、酒蔵が目指す酒質に合わせて使い分けます。酵母選びは酒造りの個性を出す重要な選択です。
日本酒の造り方|製造工程10ステップ
①精米(玄米から白米へ)

日本酒造りの第一歩は精米です。玄米の表層を削り取って精米歩合を決め、雑味を取り除き洗練された味わいへと仕上げます。
精米歩合70%なら表層の30%を削るという意味で、削る割合が高いほど高級な日本酒となります。
②洗米・浸漬
米表面の糠を洗米で除去した後、浸漬で米に水を吸わせます。吸水時間が極めて重要で、酒造好適米は秒単位での精密な管理が必要です。
約30秒から数分程度の浸漬で、米の中心部まで水分を行き渡らせます。蒸米時のムラを防ぐ大切な工程です。
③蒸米(蒸し)

強い蒸気で米を蒸し上げる工程が蒸米です。デンプンのアルファ化により糖化準備が整い、外側は硬く内側はふっくらの「外硬内軟」が理想の状態。
米を蒸さない限り糖分の元となる物質が生まれないため、後の発酵を成立させる重要な工程となります。
④製麹(麹造り)

麹室で温度・湿度を管理しながら2〜3日かけて麹を造る工程が製麹です。酒蔵で最も時間と力をかける工程で、種麹を蒸米全体にムラなく振りかけます。麹の働きで米のデンプンが糖に分解される準備が整い、日本酒の味わいの方向性が決まります。
⑤酒母(しゅぼ)造り

「酛(もと)」とも呼ばれる酒造の土台が酒母です。酵母を大量に培養する工程で、温度や乳酸の管理で安全に培養します。約2週間かけて慎重に育てる繊細な作業で、酵母の繁殖に失敗すると全てが台無しになるため、杜氏が最も神経を使う作業のひとつです。
⑥もろみ仕込み(三段仕込み)

もろみ仕込みは三段階で行う日本酒造りの中核工程です。発添えで酒母に水・麹・蒸米を加え、仲添えで3日後に倍量を投入、留添えでさらに翌日に最大量を投入します。三段階で投入することで酵母を安全に増殖させる、日本酒ならではの繊細な技法です。

三段仕込みでは酵母を低温で長く安定して増殖させることにより、フルーティーで旨味のある日本酒に仕上がります。さらに三段階に分けることで失敗を防げるメリットもあり、約3週間の発酵期間を経て次の工程へ進みます。
⑦上槽(搾り)
もろみを搾って清酒と酒粕に分離する工程が上槽です。約3週間の発酵期間を経て上槽へ入り、袋吊り・槽搾り・遠心分離など酒蔵ごとに技術が異なります。袋吊りは最も繊細な絞り方で、雑味の少ない上品な味わいを生み出す手法として知られています。
⑧ろ過(濾過)
澱引きで濁りを除去し、活性炭ろ過で雑味を取り除く工程です。無濾過の日本酒も近年人気が高まっており、それぞれの酒蔵が目指す味わいに応じて使い分けます。ろ過の度合いも、最終的な日本酒の風味を決定づける要素です。
⑨火入れ(加熱殺菌)

60〜65度で加熱して酵母・乳酸菌を死滅させる火入れは、品質安定化のための重要工程です。火入れの回数で日本酒の種類が変わり、生酒・生貯蔵酒・生詰め酒・火入れ酒など多彩なバリエーションが生まれます。長期保存性と風味のバランスを決める分岐点となります。
⑩貯蔵・調合・割水・瓶詰め

最後に貯蔵で熟成させ、調合でブレンド・割水で度数調整を行い、瓶詰めして出荷準備が完了します。貯蔵期間で味わいが整い、調合で酒蔵が目指す最終的な酒質に仕上げる、職人技が光る工程です。
| 工程 | 期間 | 温度 | 主な目的 |
|---|---|---|---|
| ①精米 | 数日 | 常温 | 雑味の除去 |
| ②洗米・浸漬 | 1日 | 5〜10℃ | 吸水調整 |
| ③蒸米 | 半日 | 100℃ | アルファ化 |
| ④製麹 | 2〜3日 | 30〜35℃ | 麹造り |
| ⑤酒母造り | 約2週間 | 5〜10℃ | 酵母培養 |
| ⑥もろみ仕込み | 約3週間 | 8〜18℃ | 発酵 |
| ⑦上槽 | 1日 | 5〜10℃ | 搾り |
| ⑧ろ過 | 1日 | 5〜10℃ | 清澄 |
| ⑨火入れ | 半日 | 60〜65℃ | 殺菌 |
| ⑩貯蔵・瓶詰め | 数ヶ月〜 | 5〜15℃ | 熟成 |
日本酒の発酵|並行複発酵とは?
並行複発酵(日本酒)
並行複発酵は糖化と発酵が同じタンク内で同時進行する、世界でも珍しい技術で、微生物の働きを巧みに利用した日本酒ならではの醸造方式です。
これが日本酒の高アルコール度数(15〜20度)を可能にする秘密となっています。
単行複発酵(ビール)
ビールはまず糖化、その後発酵という順番で行われる単行複発酵です。微生物の力で糖を分解する単純な仕組みで、日本酒のような複雑な同時進行は発生しません。
麦芽のアミラーゼが糖化を担当し、酵母が発酵を担当する分業制となっています。
単発酵(ワイン)
ワインは原料のブドウに糖が自然に含まれているため、発酵のみのシンプルな仕組みで造られます。糖化のステップが不要で、自然の力で発酵が進む単発酵という発酵方式です。これが日本酒との根本的な違いとなります。
3つの発酵方式の比較
並行複発酵(日本酒)は世界で類を見ない複雑な技術、単行複発酵(ビール)は糖化→発酵の2つ段階、単発酵(ワイン)は発酵のみの自然な力という違いがあります。日本酒の並行複発酵こそが、他の醸造酒では到達できない高アルコール度数と複雑な味わいを実現する独自技術なのです。
酒母の種類による味わいの違い
速醸系酒母
速醸系酒母は人工乳酸を加えることで短期間に安全に培養できる酒母です。多くの酒蔵が採用する現代の主流方式で、造り手によって千差万別な味わいが生まれます。約2週間で完成し、現代の日本酒の大半がこの方式で造られています。
生酛系酒母
生酛系酒母は自然の乳酸菌の力で実現する力強い味わいが特徴です。山卸し(やまおろし)という重労働を伴う伝統製法で、濃醇でまろやかな仕上がりとなります。手間がかかるため生産量は少なく、本格派日本酒愛好家から熱い支持を集めています。
山廃酛
山廃酛は生酛から山卸しを廃止した手法で、1909年に開発されました。生酛と速醸系の中間的な特徴を持ち、力強さと作業効率を両立した方式です。野性的な複雑味が魅力で、燗酒との相性も抜群です。
火入れの有無で変わる日本酒の種類
生酒(火入れなし)
生酒は火入れを一切行わない日本酒で、フレッシュな味わいが特徴です。冷蔵保存必須で、新酒の楽しみとして愛されています。デリケートな品質のため流通が限られ、特別な存在として日本酒ファンに親しまれています。
生貯蔵酒(瓶詰め前のみ火入れ)
生貯蔵酒は貯蔵中は生のまま、出荷前にのみ加熱する日本酒です。フルーティーさと安定性を両立させた方式で、生酒に近い風味を保ちながら流通の安定性を確保しています。
生詰め酒(貯蔵前のみ火入れ)
生詰め酒は貯蔵中の品質を保ちつつ、生の風味を残す日本酒です。「ひやおろし」が代表で、秋に出荷される季節酒として人気。夏を越して熟成されたまろやかさが楽しめます。
火入れ酒(2回火入れ)
火入れ酒は貯蔵前と瓶詰め前の2回加熱を行う最も安全で長期保存可能な日本酒です。安定した品質で常温流通も可能、毎日の晩酌にも気軽に楽しめるのが魅力です。
原酒(割水なし)
原酒は加水していない高アルコール度数(18〜20度)の日本酒です。濃醇でフレッシュな味わいが特徴で、本来の酒蔵の風味を最も色濃く感じられます。冷酒や熱燗、ロックなど様々な楽しみ方ができる豪快な日本酒です。
精米歩合で変わる日本酒の格
純米大吟醸酒(精米歩合50%以下)
純米大吟醸酒は米の外側を50%以上削った最高級酒です。酒米の選び方も最高水準で、フルーティーで上品な香りと繊細な味わいが特徴。獺祭 磨き二割三分(精米歩合23%)など、極限まで磨き込んだ銘柄も存在します。
純米吟醸酒(精米歩合60%以下)
純米吟醸酒はフルーティーで吟醸香が特徴の日本酒です。香り豊かで飲みやすく、冷酒で楽しむのが定番。和食はもちろん、洋食にも合わせやすい万能な日本酒として人気があります。
本醸造酒(精米歩合70%以下、醸造アルコール添加)
本醸造酒は軽やかで飲みやすい日本酒です。少量の醸造アルコールを添加することで、すっきりとしたキレのある味わいに仕上がります。冷酒からぬる燗まで、幅広い温度帯で楽しめる懐の深い日本酒です。
普通酒
普通酒は特定名称酒以外の日本酒で、リーズナブルで毎日の晩酌にぴったりです。日常的に楽しめる価格帯で、家飲みの定番として親しまれています。コスパを重視する方におすすめのカテゴリーです。
日本酒造りに関するよくある質問

日本酒造りの期間は?
日本酒造りの期間は精米から瓶詰めまで約60日が一般的です。貯蔵熟成を含めると数ヶ月から数年かかる場合もあり、長期熟成酒は独特のまろやかな風味が楽しめます。
短期間に多くの工程が凝縮された、緻密な手仕事です。
自宅で日本酒を作れる?
自宅での日本酒造りは酒税法により禁止されています。1度に1L以上の醸造は違法となるため、必ず酒蔵が造った商品を購入してください。20歳未満の飲酒や妊娠中・授乳期の飲酒、飲酒運転は法律で禁止されています。乳児への悪影響もあるため、適量を守って楽しむことが大切です。
純米酒と本醸造酒の違いは?
純米酒は米・米麹・水のみで造られる日本酒、本醸造酒は醸造アルコール添加ありの日本酒です。純米酒は米の旨味が濃厚、本醸造酒はすっきりとした飲み口と、味わいの特徴が異なります。好みや料理との合わせ方で選び分けるのがおすすめです。
日本酒を高く売るならストックラボへ
ストックラボでは十四代・而今・田酒・獺祭などの希少な日本酒や、新酒から長期熟成の古酒まで幅広く高額査定を実施しており、未開封で適切に保管されたsake銘柄は買取市場で常に高い需要があります。
日本酒の買取査定では、未開封であること・冷暗所または冷蔵庫で保管されていたこと・ラベルが美品状態であること・化粧箱付きが高額査定の条件となります。純米大吟醸酒や生酛造りの希少銘柄、限定リリースのプレミア日本酒は特に高額査定の対象となります。ストックラボではオンライン無料査定・宅配買取など利便性の高いサービスを提供しており、全国どこからでもお手続きいただけます。手放したい日本酒がある方は、ぜひストックラボまでお気軽にご相談ください。

古物商許可証取得。酒類販売責任者。
株式会社ストックラボの鑑定責任者、真贋査定士、及び出張買取責任者。 複数の買取会社でウイスキー・ワイン・日本酒・焼酎・ブランデーなどの幅広いお酒の買取鑑定・査定を行ってきた鑑定士歴7年のエグゼクティブバイヤー。








